
Blechfabrikatiounsservicer



Eis personaliséiert Blechfabrikatiounsservicer
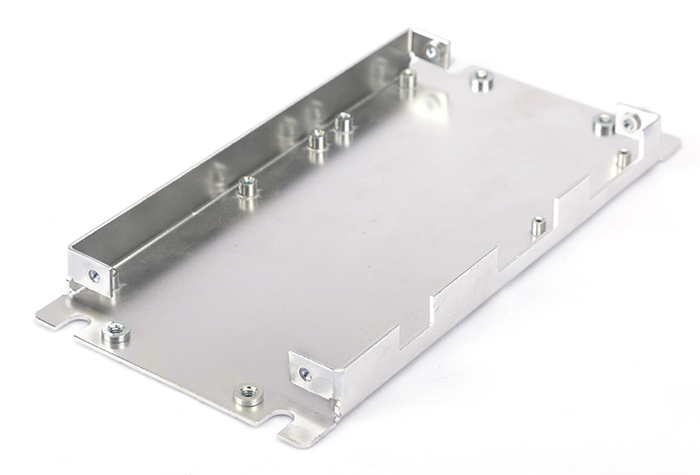
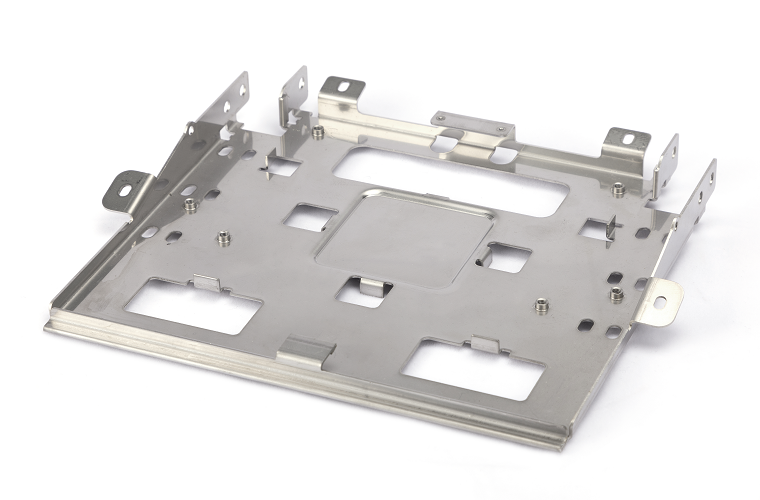
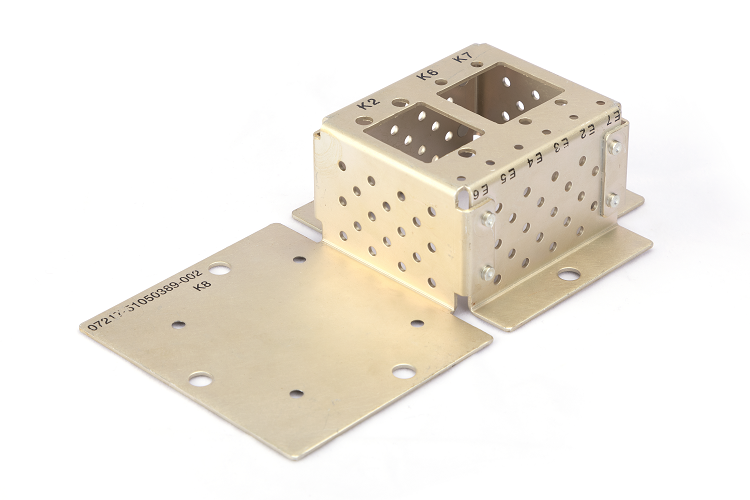
Blechveraarbechtung ass déi käschtegënschtegst Wiel fir personaliséiert Blechdeeler a Prototypen mat gläichméisseger Wanddicke. GuanSheng bitt verschidde Blechfäegkeeten, vu qualitativ héichwäertegem Schnëtt, Stanzen a Béien bis hin zu Schweessdéngschter.
Laserschneiden
Beim Laserschneiden gëtt e Laser benotzt fir den Deel vum Blech ze schneiden. E Laser mat héijer Leeschtung gëtt op d'Blech geriicht a mat enger Lëns oder engem Spigel op e konzentréierte Punkt intensivéiert. An der spezifescher Uwendung vun der Blechfabrikatioun variéiert d'Brennwäit vum Laser tëscht 1,5 an 3 Zoll (38 bis 76 Millimeter), an d'Gréisst vum Laserpunkt moosst ongeféier 0,001 Zoll (0,025 mm) am Duerchmiesser.
Laserschneiden ass méi präzis an energieeffizient wéi aner Schnëttprozesser, awer kann net duerch all Zorte vu Blech an och net duerch déi héchst Dicke schneiden.
Plasmaschneiden
Plasmajetting benotzt e Strahl vu waarmem Plasma fir duerch d'Blech ze schneiden. De Prozess, deen d'Schafung vun engem elektresche Kanal aus iwwerhëtztem ioniséiertem Gas ëmfaasst, ass séier a kascht relativ wéineg Installatioun.
Déck Blech (bis zu 0,25 Zoll) ass ideal fir de Plasmaschneidprozess, well computergesteiert Plasmaschneider méi staark si wéi Laser- oder Waasserstrahlschneider. Tatsächlech kënne vill Plasmaschneidmaschinne Wierkstécker bis zu 6 Zoll (150 mm) déck schneiden. De Prozess ass awer manner präzis wéi Laserschneiden oder Waasserstrahlschneiden.
Stanzen
Blechprägung ass och bekannt als Pressen a besteet doran, eng flaach Blech an eng Press ze leeën. Dëst ass e Prozess mat héijem Volumen, niddrege Käschten a schnelle Benotzung fir identesch Deeler ze produzéieren. Blechprägung kann och a Verbindung mat anere Metallformungsoperatioune fir eng einfach Fabrikatioun duerchgefouert ginn.
Béien
Blechbéien gëtt benotzt fir V-, U- a Kanalbéien mat enger Maschinn, déi Brems genannt gëtt, ze kreéieren. Déi meescht Bremsen kënnen Blech bis zu engem Wénkel vu bis zu 120 Grad béien, awer déi maximal Béikraaft hänkt vu Faktoren wéi Metalldicke a Zugfestigkeit of.
Am Allgemengen muss Blech ufanks iwwergebogen ginn, well et deelweis an seng ursprénglech Positioun zréckfiedert.





